Casting Solutions require a thorough understanding of casting defects. The following section addresses common defects in castings.
Hot Tear
Hot Tear (Revealed By Black Light MT)
Hot Tear is one of the more troublesome defects that foundries and OEM's have to deal with. There is considerable literature available addressing the subject, however much of it is not particularly helpful from a practical solutions-based approach.
It is hoped that this section provides useful and concise information on the subject of hot tears.
Hot Tear at section change of Impeller
Appearance of Hot Tears
Jagged linear ruptures, typically at or near surface but occasionally internal
Can appear as discontinuous or continuous defects
Revealed on as-cast surface, after grinding or machining, or only after Non Destructive Testing
Can be a few mm long or greater than 1 m
Can be very tight, narrow cracks or wide open ruptures
Can form in all different alloys but some are much more prone than others
How do Hot Tears Occur?
They form during the final stages of solidification or at solidus when there are low melting-point solutes present
The strain in adjacent metal section exceeds a critical value and tears occur
At a critical stress level, meniscus of film recedes from casting surface
What Factors Contribute to Hot Tears?
Design (Casting Shape)
Thick to thin section change such as that formed from a spoke of a gear
"H" Shape
Mold Core
Restricting contraction
A mold section or core section can restrict the way the casting shrinks
Riser (Feeder)
Risering can affect the contraction characteristics
Insufficient risering may result in insufficient feed metal being available to the solidifying cast sections
Excessive risering can affect the degree of segregation and the potential of low melting point grain boundary films
Gating
Insufficient in-gates create unfavourable thermal gradients and more potential of hot tears
Turbulence in gating creates stress risers
Pouring Temperature
Excessive pouring temperature creates steep thermal gradients and thermal stress
What Factors to Consider to Reduce Potential of Hot Tears?
Design Considerations
Recognize the risk of a casting design to contribute to hot tears
Consider the use of cores to reduce the shrinkage stress from a rib section attached to a rim and hub
Use generous radii
Molding Coremaking Considerations
Ensure that cores have sufficient lighteners to allow better collapsibility and to ensure that they do not sustain a hot-spot (keep the adjacent section hotter longer)
Ensure that the mold or core are not over compacted
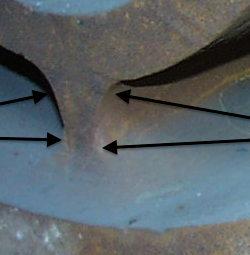
Consider the use of different molding/coremaking media with improved thermal conductivity and chilling capability. Ensure when this is adopted that excessive chilling sand is not used which could result in poor feeding of a section, see the illustration below. The arrows are the preferred locations for chilling sand and not the entire rib. Although this is not easy to accompish it is the prudent strategy to reduce potential of hot tear.
Location of Arrows is Preferred zoning of Specialty Chilling Sand